



Baxter Biopharma Solutions expanded its cytotoxic manufacturing facility in Halle in Westfalen, Germany, in 2011. It is one of the most advanced cytotoxic facilities in the world and has more than 50 years of experience in lyophilisation, process development, aseptic filling and sterile crystallisation in clinical and commercial batch sizes. The facility, operational since 1978, was redesigned for isolator technology in 2002. Two phases of capacity expansion was carried out at the facility since then.
The third phase of expansion to further boost capacity was initiated in 2010. Designed in compliance with international manufacturing and regulatory standards, the expansion was completed in August 2011. In 2013, an additional planned phase of expansion is expected to open in 2015, which includes setting-up a new commercial filling line with two freeze dryers and a clinical filling line with an extra-freeze dryer.
Recommended White Papers
Recommended Buyers Guides
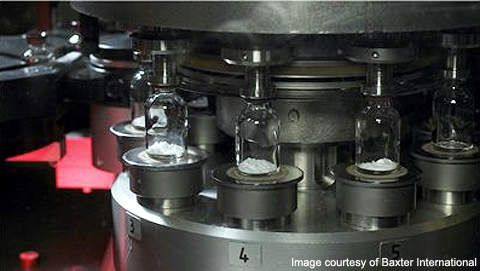
Cytotoxic manufacturing facility expansion
The third phase of capacity expansion boosted the facility’s resources that support processes from early-stage drug formulation to commercial scale-up, introduction and lifecycle management. To increase manufacturing capacity of cytotoxic and other oncology therapies, a number of specialised capabilities at the facility were upgraded during the expansion. A large-scale lyophilisation unit was installed to increase the overall freeze-drying capacity of the facility. Freeze-drying supports a substantial part of the manufacturing business conducted at Halle.
As part of the expansion, new technology was installed in place of the existing filling system at the facility. The new technology boosted commercial cytotoxic manufacturing capacity by more than 50% and also installed an advanced barrier isolator technology. It also accommodates the growing demand for commercially marketed oncology drug products.
The facility extends more than 1,100ft² and accommodates four large-scale lyophilisation units.
There is an advanced loading cart that transports products from one isolator to another. The fully automatic cart that travels around the facility with the help of sensors transports the cytotoxic vials from filling and loads the freeze driers automatically, without any human assistance. There is also a manually operative transfer system from LaCalhene that offers greater flexibility within the facility.
All the transfer systems, isolators and filling systems at the facility are custom-designed for individual processes by suppliers that include German firms Bausch & Strobel and Metal + Plastic.
A hand-fill suite supports small-scale production of clinical cytotoxic batches, and a nanoparticle suite is available for the production of cytotoxic emulsions, liposomes and suspensions on commercial scales. A high-pressure homogeniser is installed within the nanoparticle suite.
Production
The facility manufactures parental products in liquid, crystallite, dry powder and lyophilised dosage form. It primarily develops cytotoxic agents that are highly sensitive drugs to manage and produce. Process development for scale-up, clinical and large-scale contract manufacturing of advanced drugs is also undertaken at the facility. Lyophilisation and filling capabilities at the facility include aseptic filling of highly potent, cytotoxic and non-cytotoxic liquid and dry-powder vials, sterile crystallisation of cytotoxic active pharmaceutical ingredients and lyophilisation cycle development.
Integrated support services can also be provided such as stability storage, validation and documentation, technology transfer, analytical and microbiological services, and packaging / kitting.
Barrier isolator technology
The facility operates with barrier isolator technology that provides complete containment. Known as cRABS (closed restricted access barrier system), the state-of-the-art technology offers operator safety and better product sterility. It avoids human exposure to the cytotoxics, which keep the process contaminant-free.
To perform all the mixing, formulation and compounding activities, negative-pressure isolators are used. Products from the lyophilisation equipment are shifted to negative or positive pressure isolators for further processing. Positive-pressure isolators are used during sterile filtration and filling.
The filling isolators are equipped with controllers that check the temperature, difference in pressure and humidity. The facility is also equipped with in-process quality analysis technology.