



The NIMO (New Idec Manufacturing Operation) in Oceanside, San Diego, was originally built by Idec as the company wanted to have independent production capacity. Following a merger with Biogen, the new biotechnology campus was completed ahead of schedule in early 2005, following the waiving of $3.4m in building and processing fees and the grant of further incentives.
Biogen Idec had planned to manufacture the potential blockbuster drug Tysabri but, in conjunction with Irish partner Elan Corp, it was made to withdraw Tysabri from the market in February 2005 because the drug was connected to a serious nervous system disorder called progressive multifocal leukoencephalopathy (five patients were affected). Without Tysabri, the new plant represented a production over capacity which would cost them $100m per year to run.
Recommended White Papers
Recommended Buyers Guides
The San Diego campus was therefore sold to Genentech for $408m. The facility consists of five buildings designated for manufacturing, laboratory / office, warehousing, central utilities and operations with a floor space totalling 470,000ft². In 2007 the facility won the ‘Facility of the Year Award’ for ‘Project Execution’ and then in November 2007 was chosen as the overall winner of the 2007 Facility of the Year competition.
GENENTECH BIOTECH EXPANSION
Genentech, the world’s second largest biotech company, gained an additional 90,000l of manufacturing capacity with the Oceanside plant acquisition, bringing its total to 370,000l. This has been regarded as a fast, inexpensive and effective way to increase capacity.
By 2009, when Genentech is scheduled to complete a 200,000l expansion at the Vacaville manufacturing plant, the company will control an unprecedented 570,000l capacity. It is estimated that with the acquisition of NIMO, the biotech will control about 35% of the world manufacturing capacity for protein drugs.
PLANT OUTFITTING, VALIDATION AND FUNDRAISING
The plant became fully operational in 2006, following FDA validation processes for the new drugs Genentech will manufacture there. The estimated investment for the plant construction and outfitting was $375m for the first phase. The plant was constructed to allow a second phase to increase the floor space to 1.3 million ft² but plans for this have been set aside for the time being.
Genentech Inc announced plans in July 2005 to raise a $2bn bond offering to help fund their rapidly expanding cancer drug business. The company will use $585m from the issue of senior notes for lease payments on its plant in Vacaville, where it is currently increasing capacity. In addition, an undisclosed amount has gone toward upgrading the Oceanside plant. The funds also helped to pay for gaining FDA approval to produce its cancer treatment Avastin in the Oceanside facility. Avastin is the first therapy of its kind designed to inhibit angiogenesis, the process by which new blood vessels develop and carry vital nutrients to a tumour.
Genentech received FDA licensure in April 2007 to manufacture in bulk Avastin (bevacizumab) at the Oceanside Facility. The facility now has 90,000l of capacity for the production of Avastin, a therapeutic antibody for the treatment of various forms of cancer. The Avastin qualification lot campaign was completed in the third quarter of 2006, leaving the final go ahead up to the FDA. The Oceanside product operations facility currently employs approximately 580 people but this could now increase.
BIOGEN IDEC CONTRACTORS
A team consisting of the owner, engineering company, architect, and general contractor was formed and developed an innovative project delivery approach that could be best described as ‘design-build hybrid’. Civil, architectural, and structural work were executed under a design-bid-build basis, and mechanical, electrical, process, and instrumentation and controls (I&C) were completed under a design-build basis under the management of the general contractor.
In order to achieve greater consistency in the project standards and quality, the owner, architect and general contractor all unanimously selected an engineering company to oversee all of the engineering performed by the design-build subcontractors in the mechanical, electrical, process, and I&C engineering disciplines. Due to this design-build hybrid approach and people oriented execution focus the team delivered the base project on time and under budget.
The general contractor for the construction of the NIMO was DPR Construction Inc of Redwood, CA, USA. The architect was McGraw Baldwin. Pacific Rim were the subcontractors under DPR Construction, responsible for outfitting the plant with piping for waste systems, deionised water, water for injection, bulk gases such as carbon dioxide, nitrogen and oxygen, speciality gases such as helium, hydrogen and nitrous oxide and clean steam.
The design, construction and installation of all instrumentation in the operations and manufacturing buildings were carried out by Dynaelectric. Dynaelectric also installed the facility fire alarms, electronic security systems and communication/paging systems.
Emerson Process was awarded a contract, worth $1m, for supply, project management, engineering and installation of automation and control systems (plant web digital plant architecture) in the manufacturing building. CRB Consulting Engineers were contracted by Idec to assist in the installation and validation of the manufacturing equipment at the new facility. Other contractors included Emerson Process Management and Siemens Building Technologies Inc.
The Oceanside plant was named the overall 2007 Facility of the Year Award winner because of the innovative design-build hybrid approach. It was also successful because of its people-oriented execution focus so that the team delivered the project on time and under budget.
The facility has many unique innovations, design advancements and quality attributes, including: large-scale modular construction (super skids); an advanced degree of automation systems; a high level of system integration; flexibility and adaptability within the manufacturing building; and also potential expandability of each functional area.
CONSTRUCTION OF NIMO
The six-building, 500,000ft², master-planned campus features manufacturing, laboratory/office space, a warehouse, central utilities, and a ‘spine’ inter-connecting space. The construction included a fermentation and purification production facility (NIMO manufacturing building 1), a combination three-storey QC lab and administration building (lab-office building), a GMP warehouse including a central weighing / dispense area (warehouse building), a central utilities building with a connecting corridor and utilities services running to all the buildings on campus (CUB-spine building) and an operations building with office, shop and service facilities.
Later phases of the project, but this may have changed due to a change of ownership, may include a second fermentation and purification facility, a fill/finish facility, and the expansion of utility and warehouse facilities.
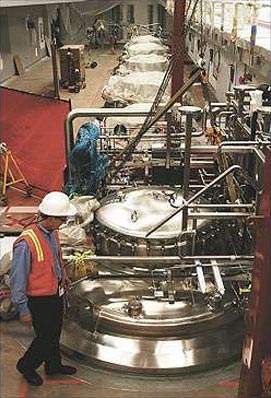
The manufacturing facility contains six 15,000l bioreactors, giving a total capacity of 90,000l. The facility has also been outfitted with all attendant upstream and downstream processing facilities such as media preparation suites, chromatography and filtration suites, class 100 and 10,000 cleanroom facilities and refolding vessels.
The warehouse where finished products and raw materials will be stored contains floor-to-ceiling refrigerated storage racks, which will all be computer indexed. The utility building contains five 1,500t water chillers, four 800hp boilers and a line of industrial diesel generators capable of producing 10MW of emergency power.
All of the major process control equipment in the facility is controlled via a central Distributed Control System (DCS). The control system can monitor over 10,000 channels to temperature transmitters, pressure transducers, flow meters, pH analysers, load cells and automated valve arrays. The system handles process Standard Operating Procedures (SOP) and formulations to maintain consistency between batches. The plant can be configured to produce multiple mammalian cell culture products simultaneously.