
by Barbara Fretter PhD and Hartmut Vom Bey.
For milling small amounts of a roller-compacted pharmaceutical material, GERTEIS® offers a lab tool: the Small Scale Mill, which reproduces the milling step of the GERTEIS PACTOR® line. It is easy to use and offers the possibility to use different screens with various apertures in order to vary and modify the particle size distribution of the achieved granules of the pharmaceutical formulation. Few grams up to 50 g can be milled in one pass. Its particle size distribution is almost identical with the PACTOR line and therefore a valuable tool to develop dry granulates during the first phase of the R&D process.
Introduction
When developing a dry granulate with GERTEIS roller compactors, first trials are performed with very small amounts of material. Sometimes the densification step for the small amount of material can be simulated by a compaction simulator as well. Using conventional small lab scale mills for milling the compacts results in different particle size distributions as the functional principle is not comparable to later production scale roller compactor [1].
To allow more reliable predictions during early development, GERTEIS has developed a Small Scale Mill (manual mill) which eliminates the described difficulties. The GERTEIS Small Scale Mill inherits the same milling principle as the GERTEIS PACTOR® production machines. The particle size distribution (PSD) from the Small Scale Mill provides reliable indications about the granule characteristics of future production. Therefore, the Small Scale Mill is an excellent scale-up tool.
Influencing Factors of the Milling Step on particle size distribution
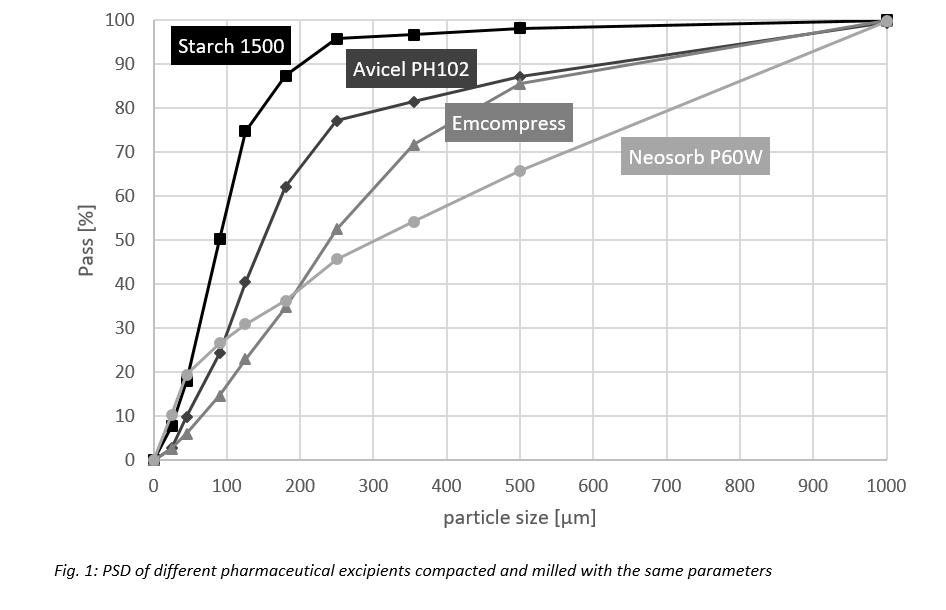
One important influencing factor on the PSD of granulates is, of course, the material itself, which is milled. Not only excipients but also API and mixtures have a huge impact on the PSD. An example for pure excipients is given in Fig. 1. Depending on the properties of the milled excipient material, huge differences of the PSD can be observed, which impacts the flowability of the granulate. Milling a weak (softer) material results in smaller particles, whereas stronger and likely denser materials produce coarser granulates. Additionally, material properties as plastic, elastic or brittle influence the particle size distribution (PSD).
Beside material/formulation, also roller compaction process parameters can affect the PSD of the granulate. A ranking of the influencing process parameter for roller compaction is given in Fig. 2 [2]. The most important parameter is the ribbon density, which is a result of the specific roll force and gap used in the roller compactor. This applies for production roller compactors from GERTEIS® in the same way as for lab roller compactors. A higher ribbon density, which is achieved by increasing the specific roll force, results in stronger ribbons and therefore larger particles (more details see next paragraph). Of course, the used mesh size has also an important influence on the final particle size distribution, because it limits the upper particle size. Changing to a smaller mesh size causes usually a shift towards smaller particles. This effect is more pronounced for upper-end of the particle size distribution and less for the amounts of fines. During development, the influence of the mesh size is often examined. Further influencing factors are screen and granulator type and several granulator settings as rotating angle and speed. These factors have the smallest impact on the particle size distribution (PSD).

Fig. 2: Ranking of process parameters influencing the particle size distribution of granulates [2]
Influence of Specific Roll Force on particle size distribution
Coming back to the influence of the specific roll force on the PSD, which has the major impact on the roller compaction granulate qualities and should, therefore, be the focus of the development work for the dry granulation process. In Fig. 3 Avicel 101 is taken as an example of this effect. Increasing the densification by using higher specific roll forces results in coarser particles, although the width of their distribution remains constant. At the upper-range, the PSD is limited by the mesh size. The largest shift of the PSD can be observed for the middle-sized particles between 100 to 500 µm. The impact on the amounts of fines is smaller, nevertheless, also the fines are reduced at higher roll forces during roller compaction. However, the extent of the influence of the roll force depends on the used pharmaceutical formulation and cannot be generalized.

Fig. 3: Influence of the specific roll force on the particle size distribution, example Avicel 101
Pictures: MACRO-PACTOR Granulator – Small scale mill

Features of the Small Scale Mill (Manual mill)
In some situations, for example, during development, when the API (active pharmaceutical ingredient) is rare or very expensive, it is desirable to be able to mill small amounts. Prior studies showed that small lab or household mills are not suitable for achieving the same PSD as roller compactors for production [1]. Therefore, a Small Scale Mill (manually operated) was developed by GERTEIS® which reproduces the grinding principles of the PACTOR® line. The various wire mesh screens and rasping screen are changeable, which allows mounting of different mesh sizes, depending on the requirements. The material – tablets or roller compactor ribbon pieces – is forced through the screen by milling bars, which are manually operated. The material is processed into the milling chamber and final granules are collected in a drawer. Few grams of material up to 50 g can be milled in one pass, which is often enough for first tableting experiments. The overall design of the Manual mill is constructed for easy use: mounting and cleaning of all parts is simple and fast. The used material of construction complies with all Pharmaceutical requirements.
Comparison of the MACRO-PACTOR and the Small Scale Mill
For comparing the performance of the Small Scale Mill, four different excipients were tested [1]. The same material concerning densification and strength was milled with the Manual mill and the MACRO-PACTOR (production scale roller compactor) equipped with the pocketed granulator rotor.

Fig. 4: PSD of different substances milled with the Manual mill and the MACRO-PACTOR with pocketed granulator [1]
The results in Fig. 4 show good correlations between the granulates obtained by Small Scale Mill and MACRO-PACTOR for all four substances. All granulates follow the typical PSD of dry granulates which is rather broad. A certain amount of fines (particles below 100 µm) is present, but below 10 – 20%. Small differences between Small scale mill and MACRO-PACTOR can be observed in the extent of the strongest particle fraction between 1000 µm and 1400 µm, which lead to a slight shift of the particle size distribution towards coarser particles for the Small Scale Mill. The extent of this small deviation seems to be material specific. They are caused by the other process parameters of the MACRO-PACTOR, as shown in Fig. 2 (e.g. granulator settings), which cannot be transferred to the manually operated Small Scale Mill. During scale-up these process parameters will be optimized, hence the small differences in particle size distribution can be neglected during development.
From the results, it can be concluded that both, Small Scale Mill and MACRO-PACTOR®, show almost identical particle size distribution and that therefore, the Small Scale Mill is a perfect tool for milling small amounts of material to representative granulates.
References
[1] Potschadl, J., PhD Theses, „Scale-down des Walzenkompaktierprozesses Entwicklung eines Trockengranulats im Kleinstmaßstab“, University of Bonn (2013) [2] Wiesweg, S., PhD Theses, „Einflussfaktoren des Walzenkompaktierprozesses auf die Partikelgrößenverteilung von Granulaten“, University of Bonn (2009)