



Alliance Medical Products (AMP) operates a state-of-the art cGMP facility in Irvine, California, US.
The facility offers contract manufacturing and analytical services to the pharmaceutical and biotechnology industries. It is designed and equipped to support initial stage small batch clinical manufacturing through to commercially marketed products.
Recommended Buyers Guides
The Medicines and Healthcare products Regulatory Agency (MHRA) awarded a Good Manufacturing Practice (GMP) certificate to the facility in February 2011 for the production of sterile liquids, solids, devices and implants. The certificate was issued following an audit of the facility in December 2010.
In May 2012, AMP was acquired by Siegfried Holding. Located in Switzerland, Siegfried Holding made the acquisition to expand its business.
Facility
The facility is spread over 54,000ft² and houses eight Class 100, 1,000, 10,000 and 100,000 clean suites. The configurable aseptic filling suites are installed with five automated filling lines for commercial products and three semi-automated filling lines for clinical manufacturing.
The automated filling lines can operate at a batch capacity of up to 1600l. Filling lines include a Cozzoli inline filler, a Capmatic monoblock dropper filler, a Capmatic 8 head moving beam filler, a Bosch monoblock cartridge filler and an IMA tube filler.
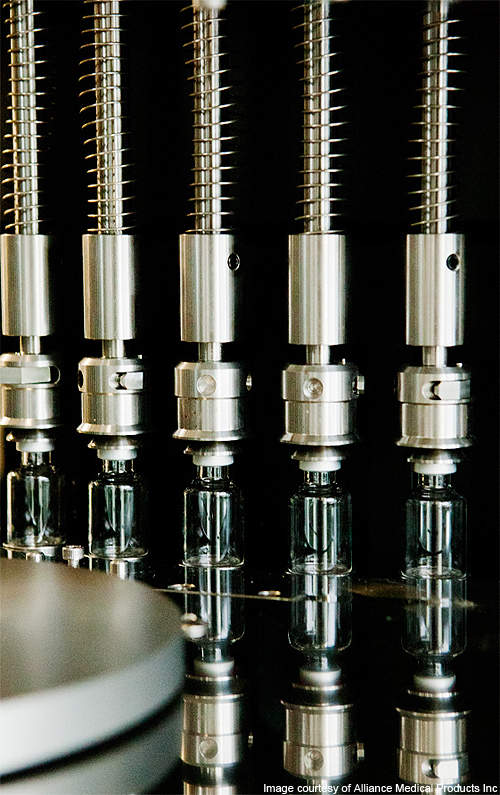
In September 2010, AMP completed installation of a high volume vial filling line. The new line was installed to enable AMP to provide a comprehensive range of developmental, clinical and commercial contract manufacturing services to large and small pharmaceutical and biotechnology customers.
The new vial filling line is a high volume eight head Conquest line with a production capacity of 150,000 vials per batch. The line is equipped with an inline vial washer, depyrogenation tunnel and 12 automatic spindle inline cappers.
Designed to support nitrogen purge or blanket, the new line can fill vials ranging in size between 2ml and 150ml.
The semi-automated Class 100 vertical flow filling suites are designed to provide efficient materials and people flow. They are equipped with stainless steel and disposable container mixing options and sterile filtration.
The facility also accommodates an automated carton and bundling area, automated labelling area, customer work area, three autoclave sterilisers, SCADA integrated formulation rooms and on-site chemical and microbiological laboratories. There are 16 stability chambers that run on power back up. All the stability chambers are equipped with Stability Trac tracking systems and operate on ICH guidelines, and custom temperatures and humidity.
The facility is additionally equipped with water for injection (WFI), vial and bottle depyrogenation, and automated vial and bottle washing capabilities.
Production
The facility specialises in manufacturing difficult-to-produce formulations. It does aseptic filling of solutions, suspensions, emulsions, sterile ointments and gels. It also undertakes powder filling of solid dosage forms. The facility is equipped to develop combination drug delivery products including drug coated implants, drug delivery devices and sustained release delivery systems.
Laboratory services provided by the facility include analytical testing, microbiological testing, USP / EP / BP / JP compliant testing, method qualification / validation and stability study programmes meeting all ICH guidelines. Additional services include final formulation, process development, process scale up, clinical trial production, CMC documentation services, sterilisation development and validation, and Phase IV marketing trial repackaging.
Capacity
The plant can operate at batch sizes ranging up to 150,000 units per shift. The Cozzoli inline filler operates at a capacity of between 5,000 and 30,000 vials per shift. The Capmatic eight head moving beam filler fills between 10,000 and 150,000 vials per shift.
The operating capacity of the Capmatic monoblock Filler ranges between 5,000 and 30,000 vials or dropper bottles per shift.
The Bosch monoblock cartridge filler is designed to fill between 5,000 and 30,000 catridges per shift.
Operating at a similar capacity, the IMA tube filler fills between 5,000 and 30,000 gel or ointment tubes per shift.
The facility can fill a broad range of container closures, including 2ml to 100ml vials, 5ml to 500ml screw cap bottles, 3ml to 30ml dropper tip bottles, 1gm to 50gm squeeze tubes, 0.5ml to 10ml cartridges and 50ml to 250ml bags.
The semi-automated filling lines operate at batch sizes up to 5,000 units per shift. Fill volumes range from 0.5ml to 500ml.